Der Bau eines Frästisches für die Oberfräse steht schon lange auf meiner TODO Liste. Das Material ist überwiegend schon vorhanden, allerdings war ich mir bei der Montageplatte für die Oberfräse lange nicht schlüssig ob ich eine fertige kaufen, oder eine Platte selbst fertigen soll. Letztendlich hat der relativ hohe Preis für die fertigen Platten und der Ehrgeiz die Platte selbst zu fertigen den Ausschlag gegeben. Als Oberfräse im Frästisch kommt meine vorhandene Dewalt DW615 zum Einsatz. Bestimmt nicht ideal, aber andere Werkzeug- und Maschinenanschaffungen stehen momentan weiter oben auf der Liste, also wird verwendet was vorhanden ist.
Ausgangsmaterial war eine Platte 200x200mm Al Mg 4,5 Mn W 28, 6mm stark. Die Platte war plangefräst und kostete ~10€ zzgl. Versand.
Ich hatte vorher schon einmal eine Aluminiumplatte gekauft, die nicht gefräst war, sondern gewalzt(?). Dieses Material wurde anscheinend mit der Schlagschere geschnitten und war in meinem Fall nicht plan genug für eine Befestigungsplatte.
Um aus der unbearbeiteten Aluminiumplatte eine Befestigungsplatte für den Frästisch zu machen sind folgende Schritte notwendig:
- Befestigungsbohrungen für die Oberfräse, entsprechend der in der OF vorhandenen Gewinde.
- Große Bohrung im Zentrum mit Stufe für die Einlegeringe.
- Ecken der Platte mit Radius versehen entsprechend dem Fräser, der die Aussparung in der Tischplatte herstellt.
- Einlegeringe herstellen.
Die noch unbearbeitete Platte, die Schutzfolie ist schon entfernt.
Als erstes werden alle Bohrungen angerissen bzw. angekörnt. Den Anfang macht die 5mm Bohrung im Zentrum, welche den Fräszirkel mit der Oberfräse führt.
Zum Anreissen der verschiedenen Bohrungen mit denen später die Oberfräse an der Platte befestigt wird habe ich die Grundplatte der Oberfräse abgeschraubt und auf Papier kopiert. Die Vorlage wurde mit Hilfe des vorher erstellten Körnerpunktes zentriert und an den Kanten der Platte ausgerichtet.
Hier das Bohrbild. Da die Bohrungen meiner Oberfräse (Dewalt DW615) nicht alle symmetrisch um das Zentrum liegen, steht zu diesem Zeitpunkt schon fest, welches die Oberseite und welches die Unterseite der Montageplatte ist. Also heißt es aufpassen die richtige Seite zu senken und mit der Stufe für die Einlegeringe zu versehen.
Hier werden die benötigten Löcher gebohrt. Einmal 5mm im Zentrum für den Fräszirkel, 4 Stück 4,5mm für die M4 Befestigungsschrauben, welche die Oberfräse halten und noch zwei 6mm Bohrungen für M6 Gewinde in der Oberfräsengrundplatte. Letztere werden allerdings erstmal nicht benutzt.
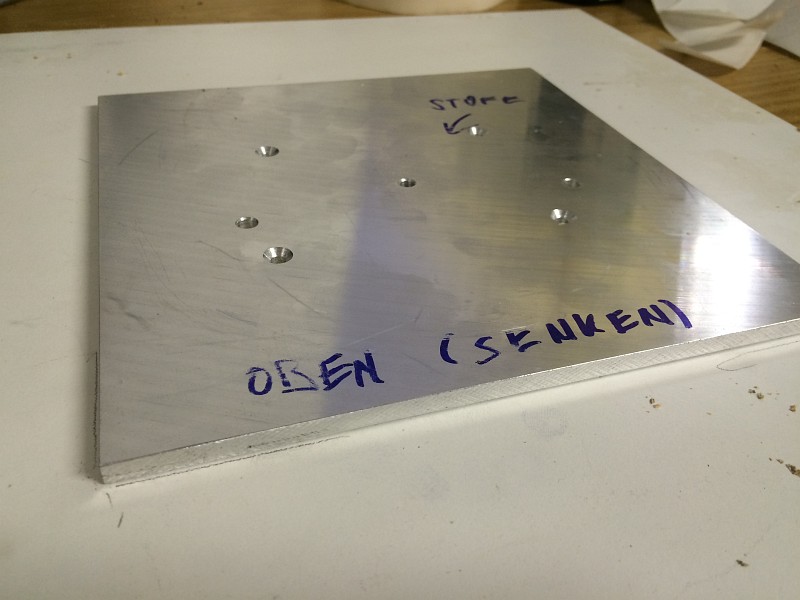
Die fertig gebohrte Platte, schön beschriftet damit auch die richtige Seite gesenkt und gefräst wird... :-)
Jetzt kommt der schwierigere Teil, die Öfnnung für den Fräser bzw. die Einlegeringe um die Öffnung auch kleineren Fräsern anzupassen. Mangels passenden Metallberarbeitungsmaschinen soll das Ganze mit Oberfräse und Fräszirkel erstellt werden. Dazu wird die Platte mit doppelseitigem Klebeband auf einem Reststück Spanplatte befestigt. Wichtig ist auch für ausreichende Befestigung um das Zentrum zu sorgen, da man später hier komplett durchfräst und das ausgeschnittene Kreisstück sich sonst munter dreht.
Kurze Anprobe mit dem Fräszirkel, auf welchen die Oberfräse montiert wird.
Der Außendurchmesser der Öffnung wird angerissen. Das Maß ist abhängig vom geplanten maximalen Fräserdurchmesser und der Oberfräse welche eingesetzt werden soll. Die Öffnung meiner Platte soll Einlegeringe mit ca. 70mm Durchmesser aufnehmen.
Jetzt werden Oberfräse und Fräszirkel eingerichtet. Für den Durchmesser orientiere ich mich mit dem Fräser am Anriß. Dieser eingestellte Durchmesser wird in der Tiefe nicht komplett durchgefräst, da ja ein Rand benötigt wird, auf dem der Einlegering aufliegt. Wie tief man hier fräst hängt von der Stärke des Materials für die Einlegeringe ab. In meinem Fall ist das Aluminium-Dibond Material mit 4mm Stärke. Die Einfräsung erfolgt ca. 1/10mm tiefer damit man mit dem Werkstück nicht am Einlegering hängen bleibt. Ein Höhenausgleich kann später (falls nötig) mit Klebeband oder Papier erfolgen.
Noch eine Anmerkung zum Fräsen:
Aluminium mit der Oberfräse bearbeiten ist nicht ungefährlich. Das Aluminium kann den Fräser verkleben (Aufbauschneide) und sogar zum Abbrechen des Fräsers führen. Es gibt verschiedene Meinungen wie man am besten vorgehen soll (bzw. das man es komplett bleiben lassen soll). Ich beschreibe hier was für mich funktioniert hat und gebe keine allgemeingültige Anleitung.
Ich habe mit einem hochwertigen, grundschneidenden 8mm VHM Nutfräser von Festool gearbeitet. Die Drehzahl habe ich an der Oberfräse etwas reduziert, Zustellung war jeweils ~0,5-0,8mm pro Runde, weniger wäre wahrscheinlich besser gewesen.
Ich habe versucht mit 50:50 Spiritus/Wasser zu kühlen, was auch die Bildung einer Aufbauschneide entgegenwirken soll. Allerdings ist mein Kühlmittel fast komplett in der Absaugung verschwunden. Ein Versuch mit Kühlmittel ohne abzusaugen hat mich nicht überzeugt. Also wurde letztendlich fast trocken, dafür mit Absaugen gefräst.
Hier das Ergebnis, eine ca. 4,1mm tiefe und 8mm breite, kreisförmige Nut.
Jetzt wird der Radius verkleinert und die Aluplatte komplett durchgefräst, so ensteht die eigentliche Öffnung für den Fräser und ein Rand für die Einlegeringe bleibt stehen. Ich habe den Radius ungefähr um den Fräserdurchmesser verkleinert, so ca. 5-6mm. Wichtig ist wie oben schon erwähnt, daß man auch in der Mitte doppelseitiges Klebeband verwendet um die Restscheibe vom Rotieren abzuhalten.
Jetzt kann die Montageplatte von der Unterlage entfernt werden. Da ich die Platte nicht kurz vor Fertigstellung verbiegen wollte, wurde mit dem Heißluftfön etwas nachgeholfen. Kleberreste auf der Platte liessen sich mit etwas WD-40 problemlos abwischen.
Mit der Oberfräse und Opfer-Spanplatte schon am Start wurden auch direkt die Einlegeringe gefertigt. Für die Einlegeringe habe ich 4mm starkes Aluminium-Dibond Material verwendet. Zumindest gehe ich davon aus. Das Zeug habe ich irgendwann gebraucht mit ein paar Item Maschinenbauprofilen bekommen. Nach ein paar kleinen Korrekturen der Fräszirkeleinstellung habe ich drei Scheiben, die sich passgenau in die Montageplatte einlegen lassen. Den Ausschnitt im Dibond-Material für den Fräser werde ich später einfach bohren bzw. mit der Lochsäge ausschneiden.
Hier sieht man die Oberseite der Montageplatte.Der Absatz von ca. 1/10mm wird später falls notwendig mit einer Unterlage aus Papier oder Klebeband ausgeglichen. Ob die Einlegeringe noch an der Montageplatte befestigt werden weiß ich noch nicht, sie sitzen auch so schon relativ fest.
Und hier das Ganze von Unten.
Nach dem gleichen Prinzip wie die Einlegeringe in die Montageplatte eingelegt werden, soll die Montageplatte später in die Frästischplatte eingelassen werden. Da der entsprechende Ausschnitt mit einem 10mm Nutfräser hergestellt wird, wird auch ein passender Radius an den Ecken der Montageplatte gefeilt. Zuerst mit Permanentmarker anmalen und mit einem 10mm Bohrer als Schablone den Radius anreissen.
Die Ecke ist schnell gefeilt. Mit etwas Kreide auf der Feile und einer Messingbürste oder speziellen Feilenbürste kann man verhindern, daß sich zu viel Aluminium in der Feile festsetzt.
Und so sieht das vorläufige Endergebnis aus. Es fehlen noch die Bohrungen, mit denen die Montageplatte auf der Frästischplatte befestigt wird. Diese werden gebohrt, sobald ich entschieden habe wie genau die Einlegeplatte befestigt wird. Wahrscheinlich werde ich M5 Einschlagmuttern oder Rampa-Muffen verwenden.